Provmonteringsdag

Med motorblocket tillbaka från motorverkstan var det äntligen dags att börja olja ner sig lite 
De jobb som motorverkstan har gjort är:
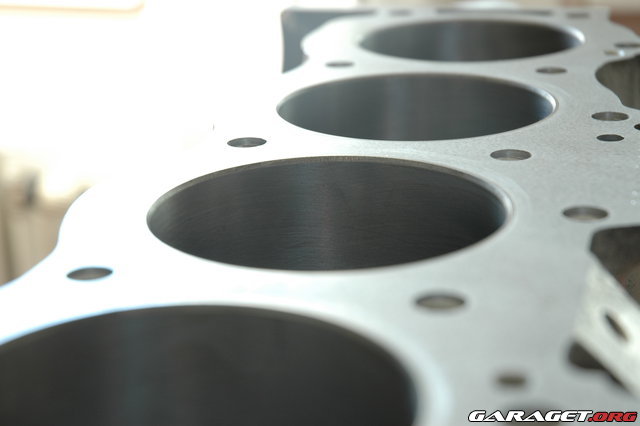
- Cylinder borrning
+ 0,020 tum (större diameter) ..om de inte va radie.. aja
- Planing av motorblocket "decka blocket"
Planing av motorblocket är normalt inget man behöver göra vid en enkel motorrenovering. Jag gjorde en planing för att öka kompressionen lite, minska risken för att skjuta topplockspakningen, samt kompensera för att den nya topplockspackningen i komposit är tjockare än original.
Kuriosa: Blockets två deck hade innan planing olika höjd. Skillnaden var inte stor, endast runt 0,1 mm. Detta skapade lägre kompression på blockets ena sida, och därmed ojämn motorprestanda, (går knappt att märka vid så små skillnader).
Dock har motrverkstan varit med om ett äldre cheva block som hade närmare 1 mm skillnad.. där märktes det nog.. höhö
- Renovera vevstakarna samt montera på de nya kolvarna då dessa var pressfattade
De nya kolvarna är i stort sätt som original, förutom att de klarar en lite högre kompression (9.75:1)
Stakarna har renoverats, dvs. ytan mellan vevstakens övre del samt den undre (som hålls ihop av vevstaksbultarna) har slipats ner. Då denna yta slipas måste även cirkeln som de två delarna skapar slipas om på nytt, så det blir runt.
En effekt av renoveringen är att vevstaken blir lite kortare (marginellt), som i sin tur resulterar i lägre kompression. (putte lite mindre)
Här gjorde jag en tabbe! Då vevstaksbultarna är pressfattade behövs de pressas in innan renoveringen av staken. Pressar man in de i efterhand kan den nyslipade cirkeln deformeras lite. Då jag lämnade in vevstakarna med original bultarna och lämnade de nya i ARP hemma så gjorde motorverkstan renoveringen med originalbultarna i. Detta har resulterat i att vevstakarna nu kommer att få köras vidare med originalbultarna och de nya i ARP får sparas till ett annat projekt. Då jag varken kommer överladda eller övervarva, så kommer originalbultarna räcka gott och väl för detta ändamål. Inköpet av ARP bultarna var mest pga. av det sjysta priset.
- Nya kamlager
- Och lite annat som först blir klart om en vecka
Men nu ska de provmonteras!
En prov/testmontering av motordelarna görs för att bland annat säkerhetsställa samtliga lagerspel, att allt rör sig fritt och står rätt till, osv. Detta för att garantera ”åtminstånde försöka” att motorn ska få en lång livstid och kunna prestera sitt bästa.
Låt oss börja
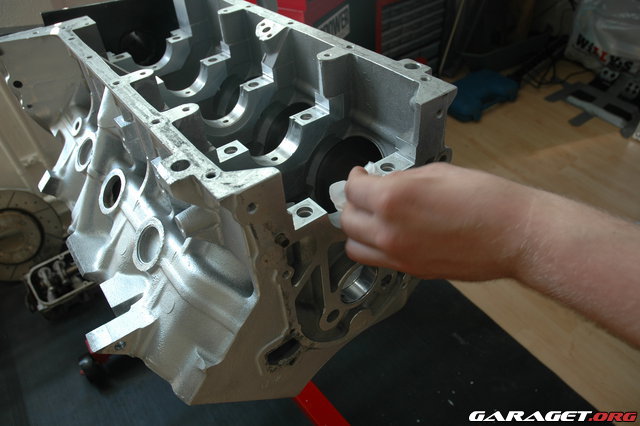
Först mäter jag vevaxelns rakhet, dvs. så inte axel är skev och kommer vobla vid varvökning.
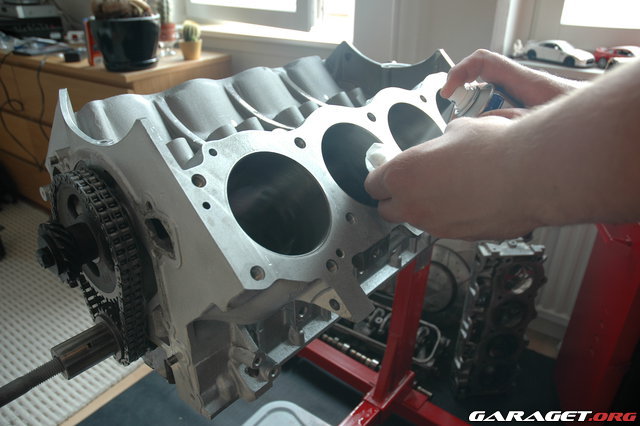
Vänder upp motorn så den står rakt upp och ner.
Tar fram lite VD40 och sprayar ner en bit dasspapper.
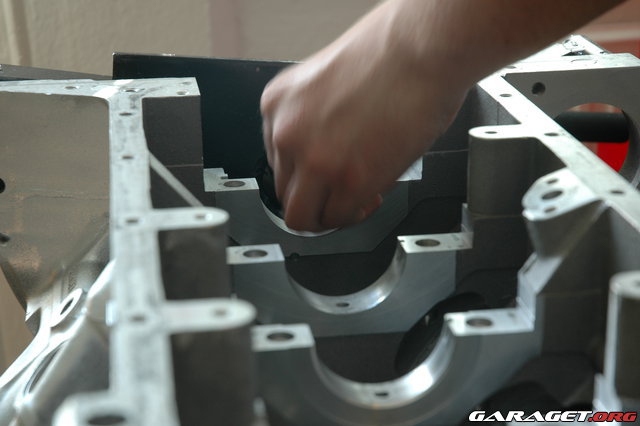
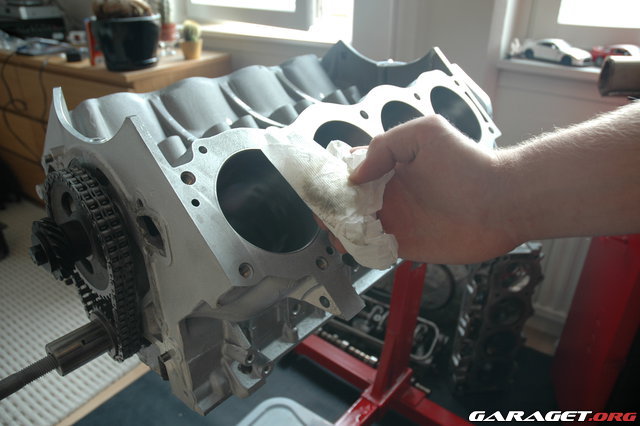
Rengör det första och sista sätet för ramlagren
Plockar fram ett paket nya ramlager (lager för vevaxeln)
Sätter in första och sista
Lägger på ett lager monteringsolja. Oljan jag använder är en rikigt tjock, klibbig mineralolja (kommer bild). I motorn kommer jag sedan att köra på en delsyntet olja, men vid montering är det bättre med en tjock olja som fastnar och skyddar lite bättre.
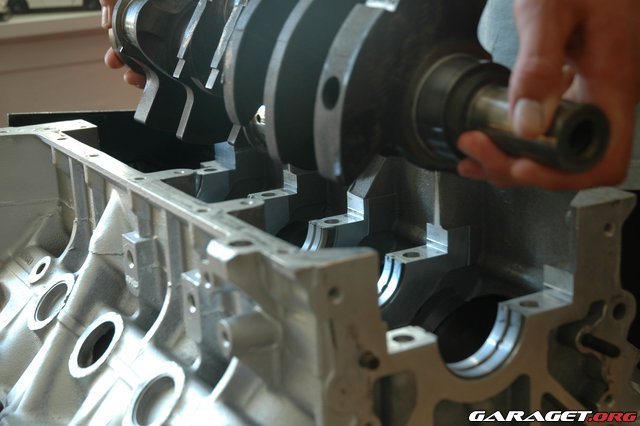
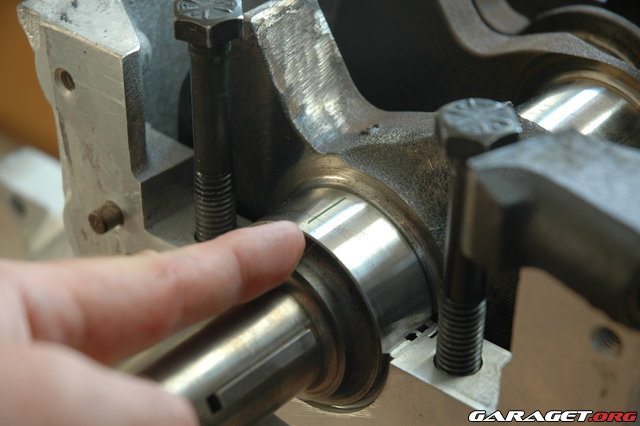
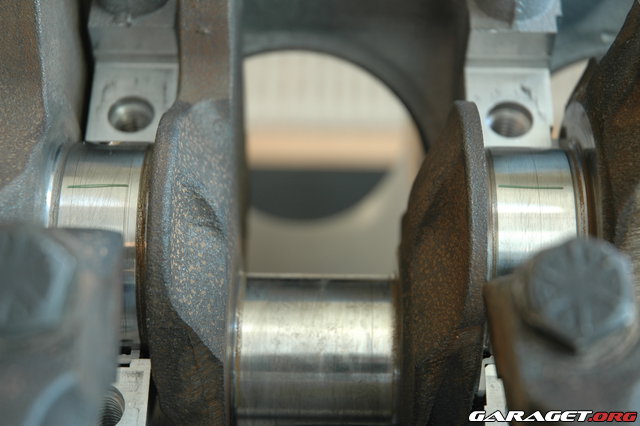
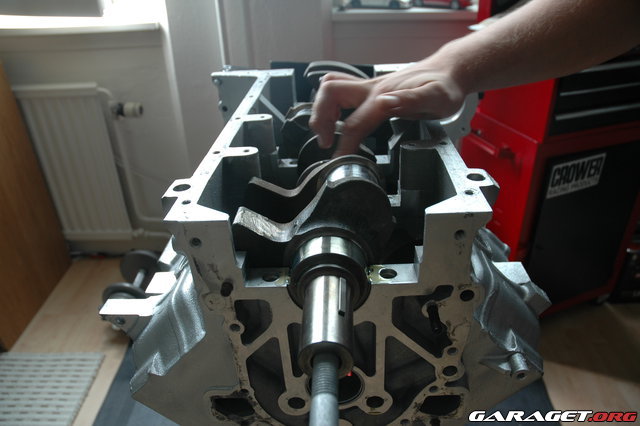
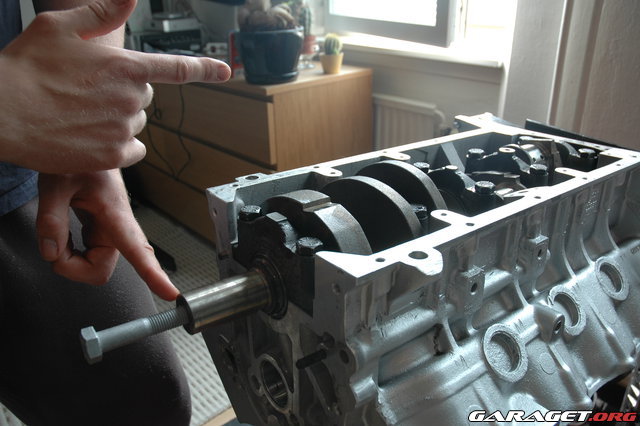
Lägger ner vevaxeln rakt ner i blocket.
Som kanske ses på bild så är vevaxeln varken slipad eller balanserad. Slipningen behövdes inte göras då ytorna vart tillräckligt bra att låta vara.
Ballanseringen förbisågs då varvtalet inte kommer att vara speciellt högt. Att ha de som en ursäkt för att inte genomföra balansering kanske låter lite som ett skämt, då en ballansering ”typ” alltid är fördelaktig om man ändå har allt på bordet. Fast i det här fallet fick pengarna prioriteras på annat.
Så axeln är endast kontrollerad och rengjord.
Sätter lite snurr på den så oljan sprider ut sig lite
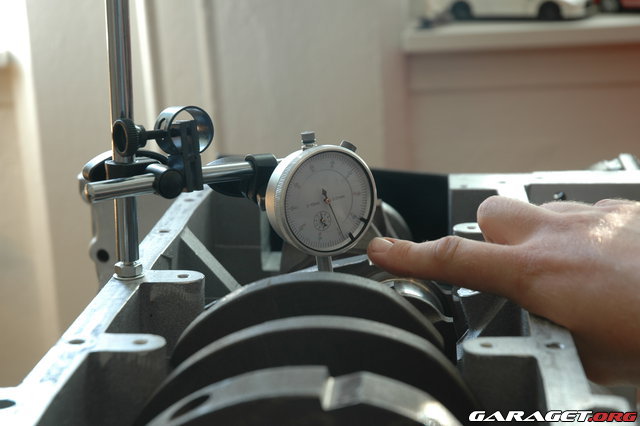
Sen plockar jag fram en liten indikatorklocka som mäter höjdskillnad med en skala på 0,01 mm.
Visaren rör sig ett varv per mm
Denna kan användas till att mäta skevhet på vevaxlar, bromskivor osv.
När klockan är stabilt monterad på det mittersta lageröverfallets plats så vrider jag runt vevaxeln och kontrollerar hur mycket visaren rör på sig åt något håll. I detta fall rörde sig visaren ett sträck, dvs 0,01 mm ”skevhet” som = mycket bra
Sen plockar jag ut axeln och torkar rent lagren från all olja
Klart! Värdet från mätningen förs in i ett anteckningsblock.
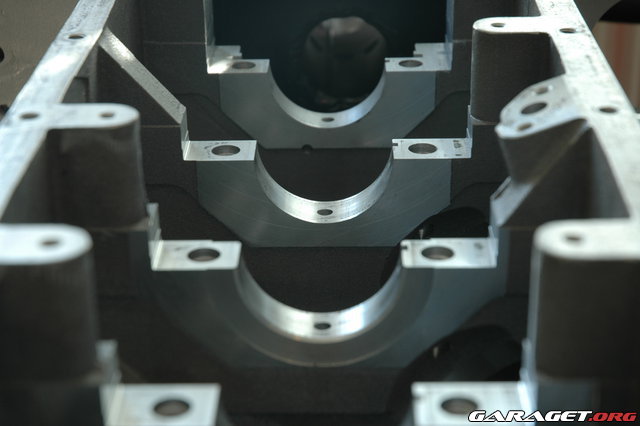
Nu ska de mätas ramalager spel
Först gör jag rent resterande ytor för ramlagren
Trycker dit resterande ramlager
Försiktigt ner med vevaxeln, nu får den INTE snurras
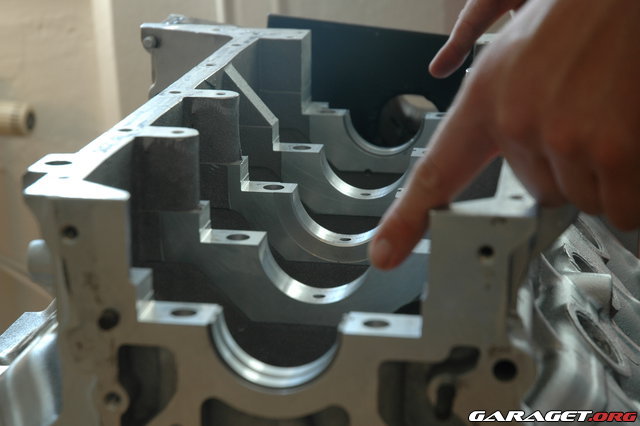
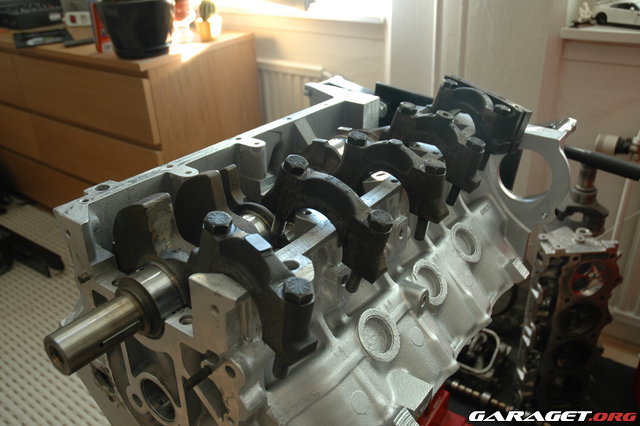
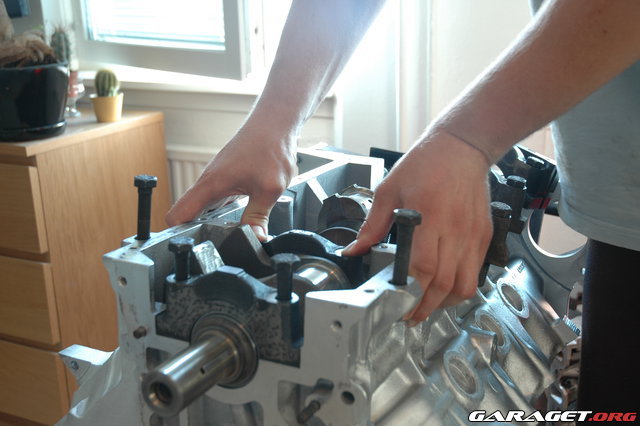
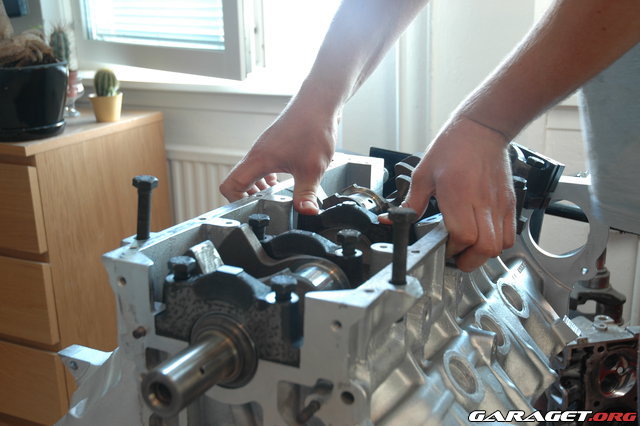
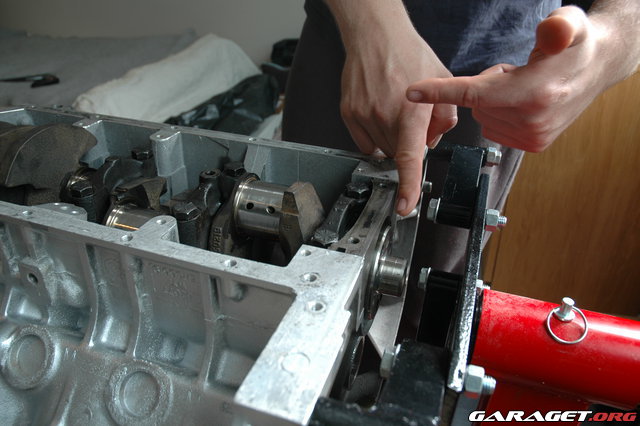
Plockar fram samtliga ramlageröverfall
Dessa är i detta fall numrerade med siffra som visar dess plats framifrån, samt en pil som visar åt vilket håll de ska sättas ner
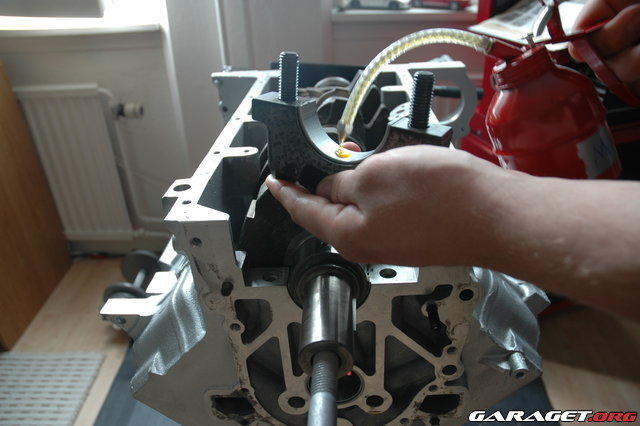
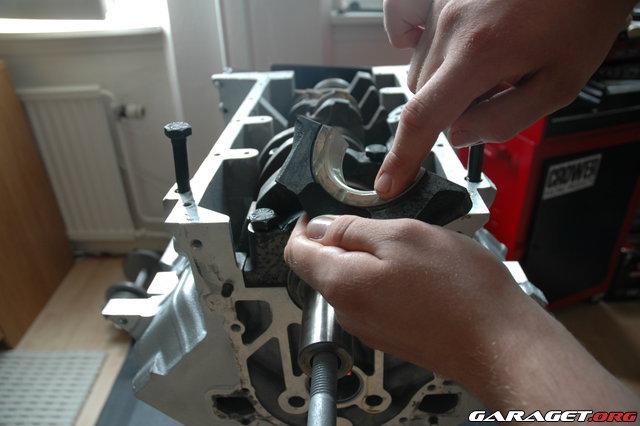
Tar fram första ramlageröverfallet, samt den övre ramlagerhalvan och trycker ihop
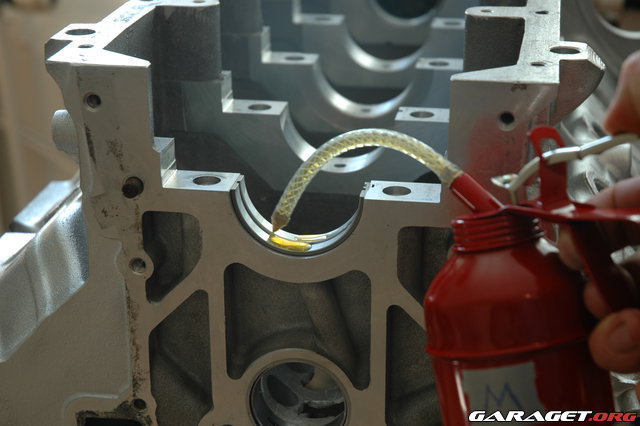
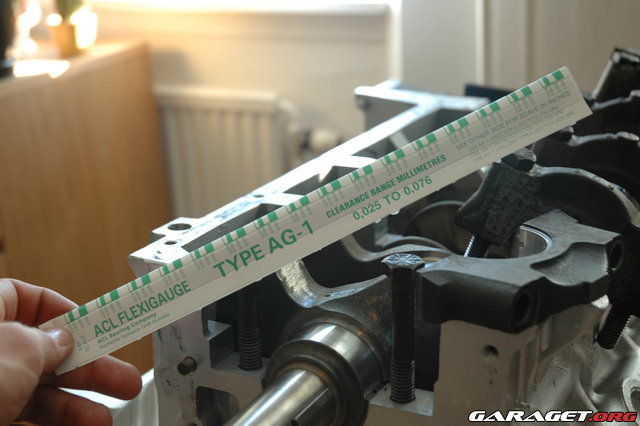
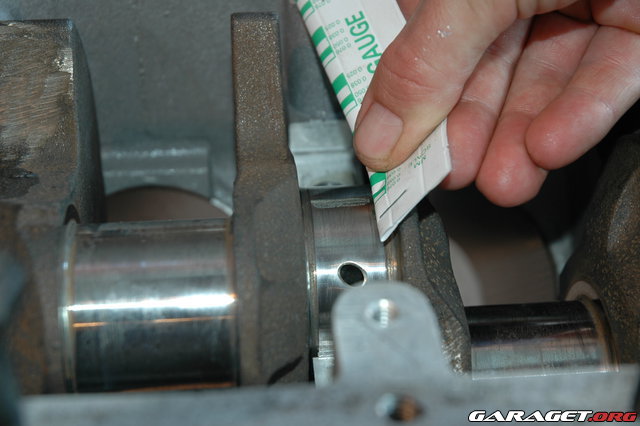
Innan jag trycker ner första ramlageröverfallet plockar jag fram en strimma ”FlexiGauge”
Denna används för att mäta lager spel, dvs. spelet mellan lagret och den yta den glider mot. Det lager spel man ska ha (vid orginalrenovering) hittar man lättast i verkstads handböcker, exempelvis en sådan från Haynes.
Mätningen görs genom att klippa av en bit av den vaxstrimma som hittas i paketet, och sedan lägga ner den på axelns lagerytor. (fortsättning)
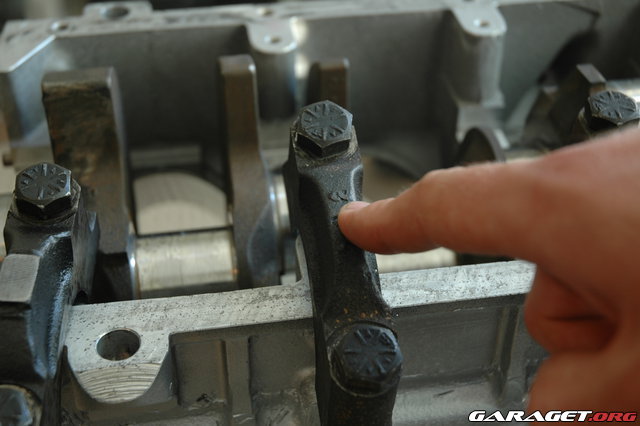
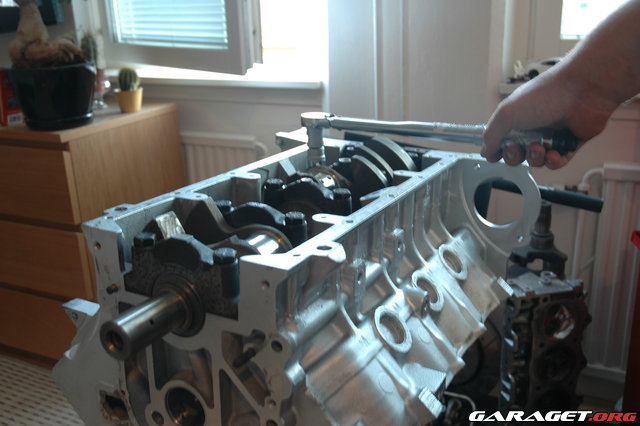
Därefter trycker ja ner samtliga ramlageröverfall, samt skruvar åt bultarna fingertajt. På bultgängan läggs lite monteringsolja
Sen tar ja fram en momentnyckel som används för att dra åt bultar till ett bestämt moment. Den fungerar så att momentet man vill dra åt med ställs in på en skala längs ner på momentnykeln (på denna modell iaf) Sen drar jag bulten med nykeln ända till den knäcker till i skaftet, och då är momentet draget.
När vevaxeln ska dras åt, är det bra att dra åt alla bultar i tre steg. Så om bultarna ska dras åt med 72 Nm (som i detta fall) drar jag först åt alla bultar 24 Nm, sen 48 Nm, och sist 72 Nm. Detta för att minimera materialspänningar hos vevaxeln/blocket som kan uppstå under åtdragningen.
De bakersta lageröverfallet ska på denna motor dras åt med 90 Nm istället för 72 Nm. Samma trestegs åtdragning görs även här.
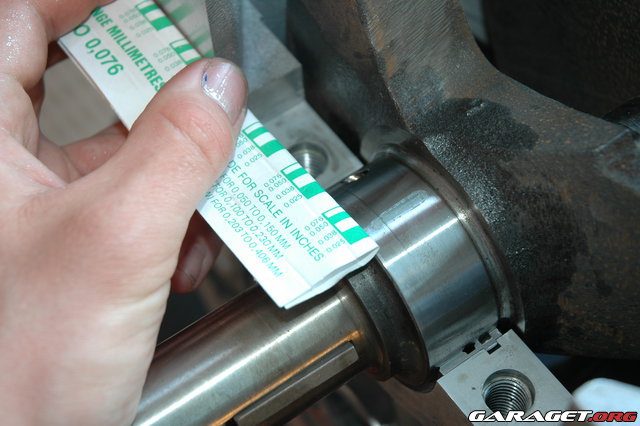
Efter att samtliga ramlageröverfall är fastskruvade så skruvas de därefter bort, och kvar blir en pressad vaxstrimma. Bredden på strimman jämförs sedan med en skala på paketet.
Och här vart det tajt men spelet faller ändå in i marginalen för vad lagerspelet ska vara enligt reparationshandboken.
Vaxstrimman försvinner sen snabbt med en bit papper och lite WD40
Åså ut igen
Klart! Samtliga värden antecknas
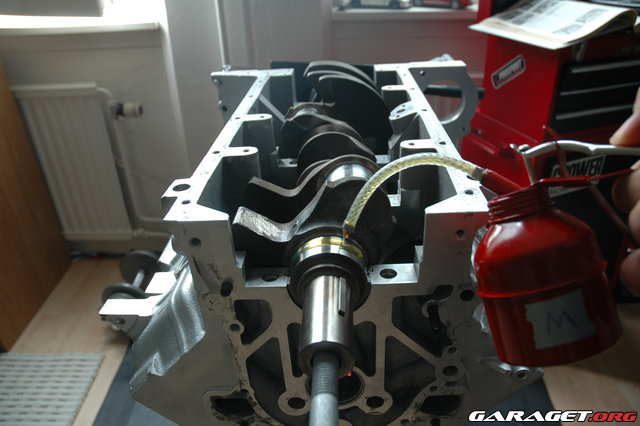
Mätning av vevaxel float, dvs hur mycket spel den har i längs led (fram/bak)
Ner med massa monteringsolja på samtliga lager.
Samtliga bultar skruvas åt fingertajt, och sen dras alla med angivet moment i tre steg.
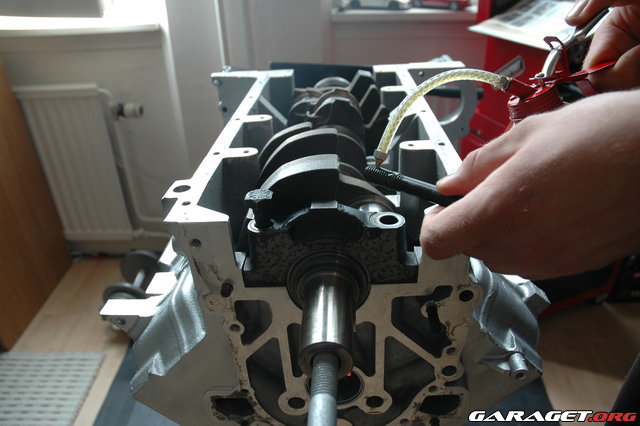
När axeln sitter i snurrar jag lite på den med handen och känner efter så det går lätt och att det inte går ojämn, dvs att den går ett halvt var lätt och sen bromsas upp och går trögt den andra halvan. Går axeln trögt kan blocket behöva ”line honas”, men detta är såklart bäst att prata om med motorverkstan.
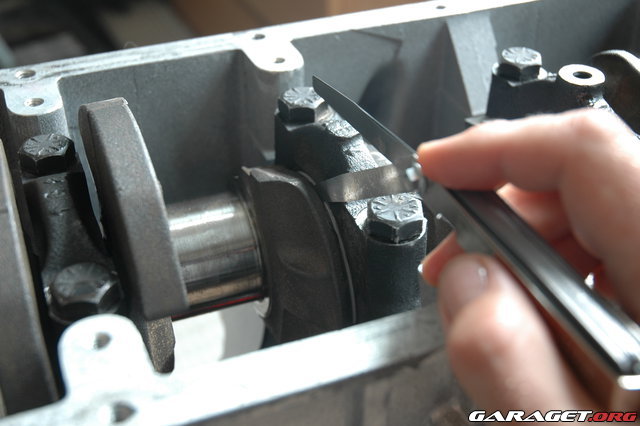
Sen tar ja en gummihammare och bankar lite lätt på axeln åt ena hållet
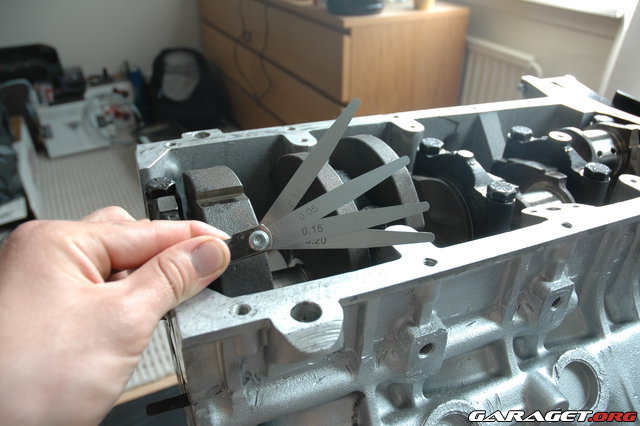
Efter de tar jag fram ett bladmått och mäter spelet i det tredje ramlagret. Detta ramlager skiljer sig från de andra ramlagerna då det har som en sidokjol där en kant hos vevaxeln kan glida mot, och hindra axeln att röra sig framåt och bakåt. (om det gick att förstå sig på den förklaringen..)
Vilket lager som stoppar vevaxeln framåt/bakåt rörelse skiljer sig från motor till motor.
Sen bankar jag lite lätt åt andra hållet och mäter igen på samma ställe så vet jag vilket spel jag har, samt hur mycket den rör sig.
Klart! Värdet antecknas
Provmontering av kamaxeln
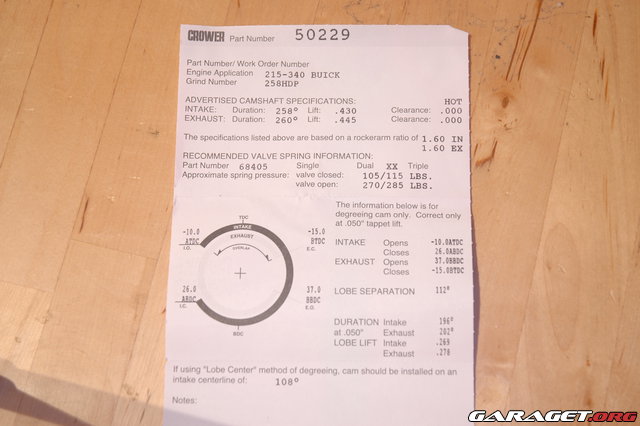
Vid provmonteringen säkerhetsställs att allt passar. Lite senare ska även kammen ställas in med ett ”degree wheel”
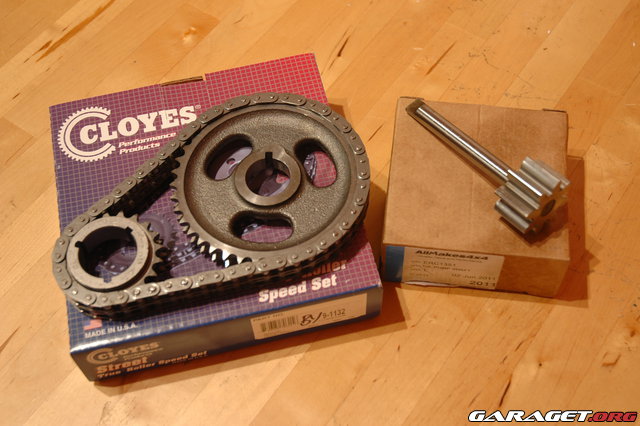
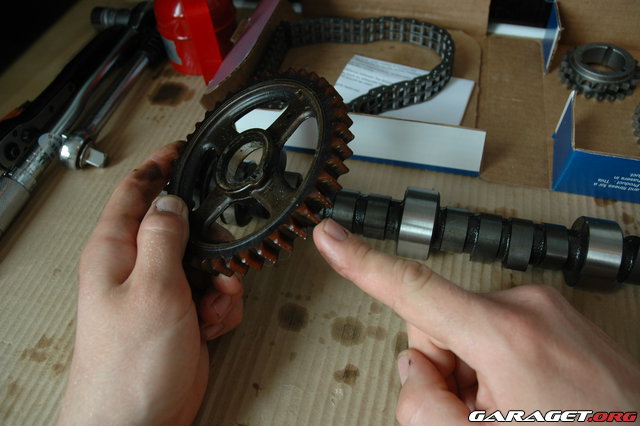
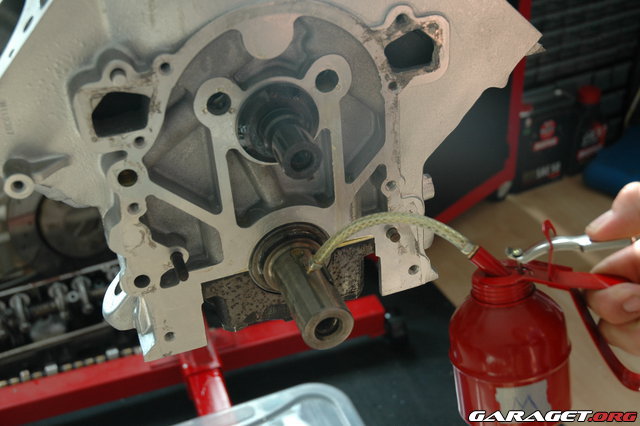
Här behövs den nya kamaxeln och kamkedjan
Låsningen tas från den gamla kamaxeln
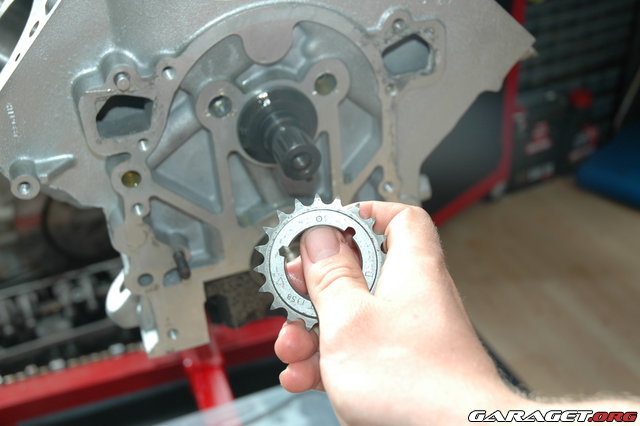
Gamla kamkedjerullen var av fast typ med kuggar av nylon
Den nya rullen är av metall rakt igenom och driver två kedjor (som sitter ihop), de kallas ”double roller”
Och in med kam kuggen
Från den gamla kamaxeln tas lite spacerbrickor och dylikt för att driva tändfördelaren.
Nu vid testmonteringen sätter jag på den gamla kuggen för drivning av tändfördelaren.
Men då jag införskaffat ny tändfördelare har jag även fixat en ny kugg som jag sedan sätter på vid slutmontering.
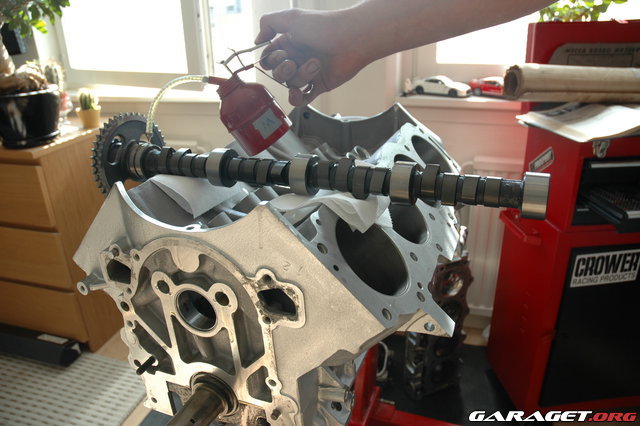
Men upp men kammen på blocket med lite papper emmelan och på med massa montering olja. Ingen idé att snåla
Och så försiktigt in
Sätter lite snurr på den och känner efter så inget tar emot
Av med kamkuggen
På med lite olja
Kamkedjekittet är av fast typ men har förgjorda jack för att sätta kammen original, ”advance” eller ”retard”.
Sätter man kammen ”advance” så kommer ventilerna öppna tidigare, dvs lite innan kolven når top-dead-center (TDS). Detta ger ökat bottendrag och sämre topeffekt. Sätter man kammen retard, öppnar ventilerna senare, dvs lite efter TDS. Detta ger sämre bottendrag, men mer toppeffekt. (Rätta mig gärna om jag just skrev fel, för i skrivande stund har jag både skrivkramp och en kurrande mage)
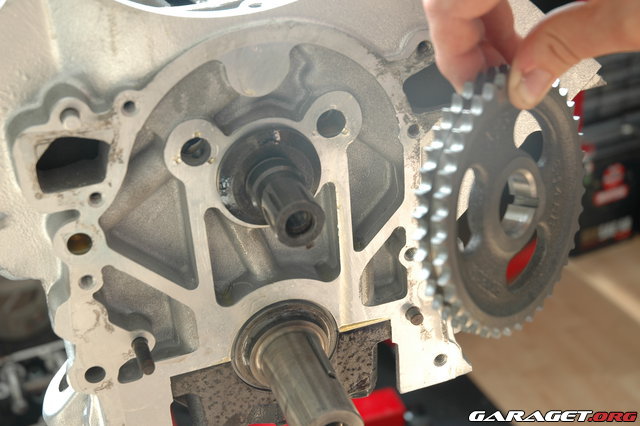
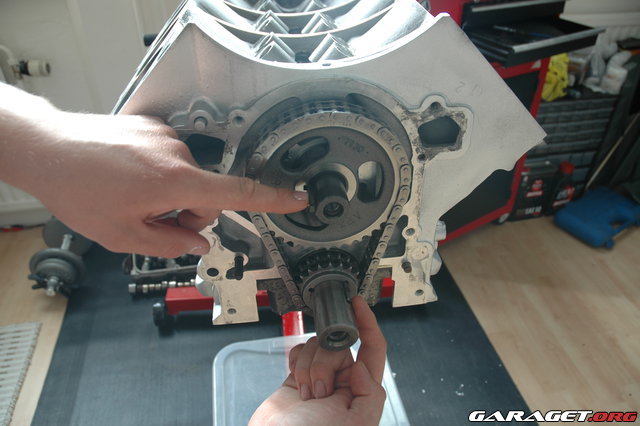
Innan kamkedjan går på så sätter jag kilen på kamaxeln klockan 9 och kilen på vevaxeln klockan 2. Detta skiljer sig från motor till motor.
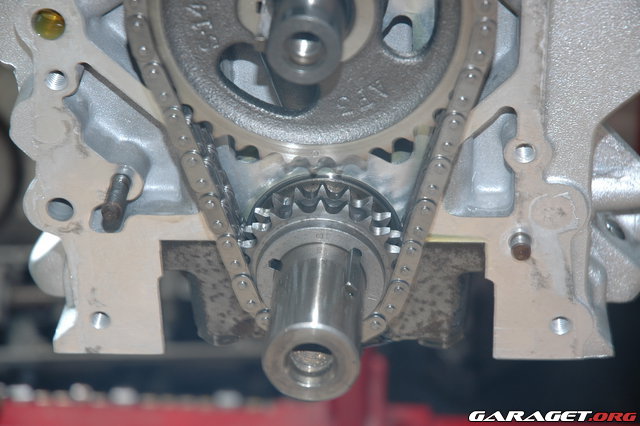
Det går ut på att få de två ringarna som är graverade i kuggarna att möta varandra (se dålig bild under)
Skulle jag istället sätta kuggen på vevaxeln så att en ingraverad trekant möter ringen på kamkuggen så kommer kammen vara advance, och möter ringen en fyrkant så blir kammen retard.. höhö
Ändringen på vevaxelkuggen är antingen 4 grader advance eller 4 grader retard, men då kamaxeln snurrar halva hastigheten jämfört med vevaxeln blir den verkliga ändringen inte 4 grader utan 2.
Provar att snurra på axeln med ett hög-precisions-verktyg och se så att ingen kärvar.
Här kan det väl gå trögt, bara de inte går ojämnt
Klämmer lite på kedjan för att se så det inte är för mycket flex. Med en ny kedja bör det inte vara mer än några millimeter totalt. Skulle jag ha kört med en begagnad kedja så borde jag ha bytt om det flexat mer än en centimeter.
Delvis Klart..!
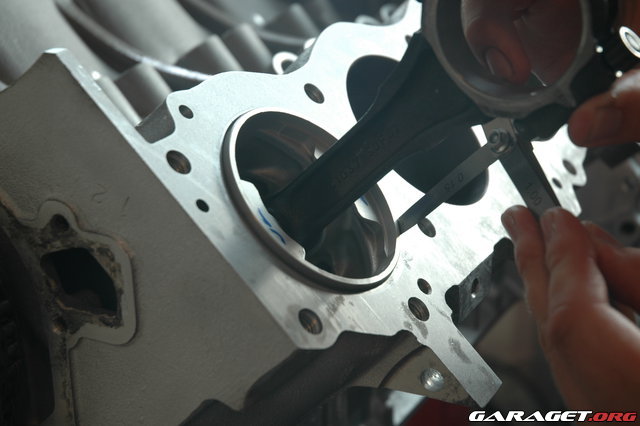
Kontroll av kolvarnas cylinder spel
Även då blocket varit inne på cylinderborrning, och hela blocket har doppats i en oljetvätt så finns även smutts kvar. Så innan jag försiktigt för ner kolven med ett bladmått så rengör jag cylinderloppen med en bit papper och WD40
På kolvens sidor lägger jag ett tunt lager monteringsolja innan jag försiktigt för ner den.
Bladmåttet följer med lägst kolvens kjol.
Mätningen görs på samtliga cylindrar
Med cylinderspelet taget så vart de bara skriva ner och se så det stämmer överens med vad verkstadshandboken säger.
Och med det klart så fick det även vara klart för idag.
För att försöka skydda motorn mot dam och allt annat man har hemma så fick den åka in i en soppsäck/sovsäck.
Fortsättning följer