Så till den stora oväntade örfilen, motorblocket.
Verkstadsmanualen för dessa maskiner säger att lagerspel ska mätas med plastigauge när ramöverfallen är dragna med 30nm vilket vi gjorde och siffrorna såg jättebra ut.
När kolvar och stakar väl satt i maskin, gördeln på plats och vi skulle dra ARP-bultarna för ramöverfallen enligt spec stötte vi på patrull.. Åtdragningsmoment på dessa är 25ftlb - 50ftlb och till sist 80ftlb. 25 och 50 gick hur bra som helst utan att något kändes konstigt, men när vi drog dom sista 80 så tvärnöp veven. Vi testade lite fram och tillbaks, kontrollmätte igen med plastigauge med fortfarande bra siffror.
Slog efter detta en signal till Blenco och hörde ifall dom kunde hjälpa mig att mäta upp blocket och ramgången ordentligt vilket dom hade. Dom kunde konstatera att ramgången inte var rak, förmodligen har blocket slagit sig lite när blocket värmdes för att pressa i fodren. Mittenramarna var 2 hundradelar högre än dom yttre vilket tog bort allt spel så fort vi drog veven ordentligt. Detta blev en extra besvikelse då jag specifikt frågade firman som borrade och pressade i fodrena ifall ramgången behövde linehonas efter att detta hade gjorts, vilket dom svarade att det skulle inte behövas.
Hur som, Blenco konstaterade att dom inte kunde hjälpa mig med linehoningen utan hänvisade mig vidare till Värmdö motorteknik och tipsade mig också om att cylinderhoningen såg lite väl grov ut och att Värmdö har verktyg för att kunna mäta honingen och se om den faktiskt är optimal för det jag ska göra.
Sagt och gjort, beväpnad med mätsiffror från Blenco pratade jag med Värmdö motorteknik om linehoning och kontroll av cylinderhoning vilket dom kunde ta sig ann.
Lämnade blocket hos dom och dom linehonade ramgången utan några som helst bekymmer, men så kom ett samtal jag inte hade väntat mig när dom väl börjat kolla på cylinderhoningen.
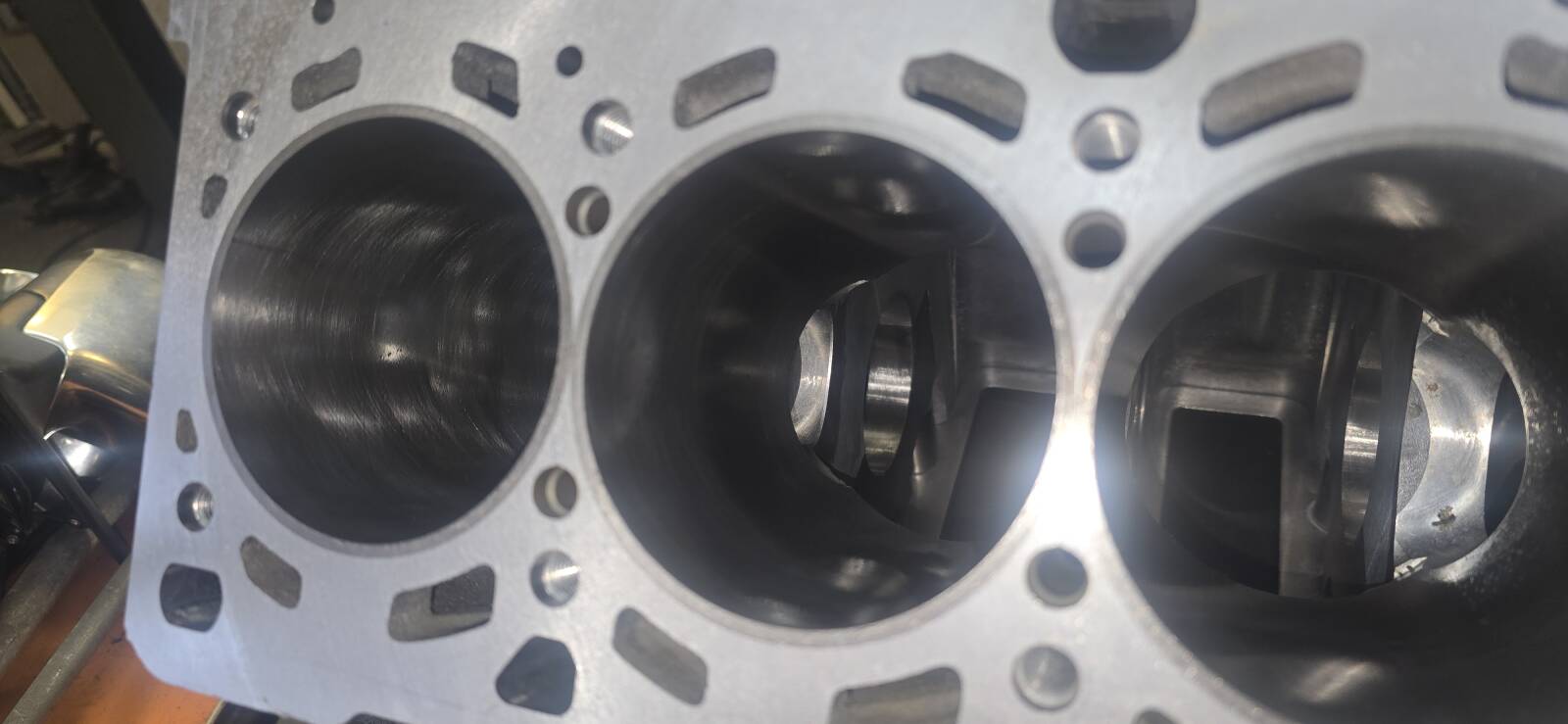
Honingen var för grov, vilket i sig inte är några problem att fixa för dom, MEN!
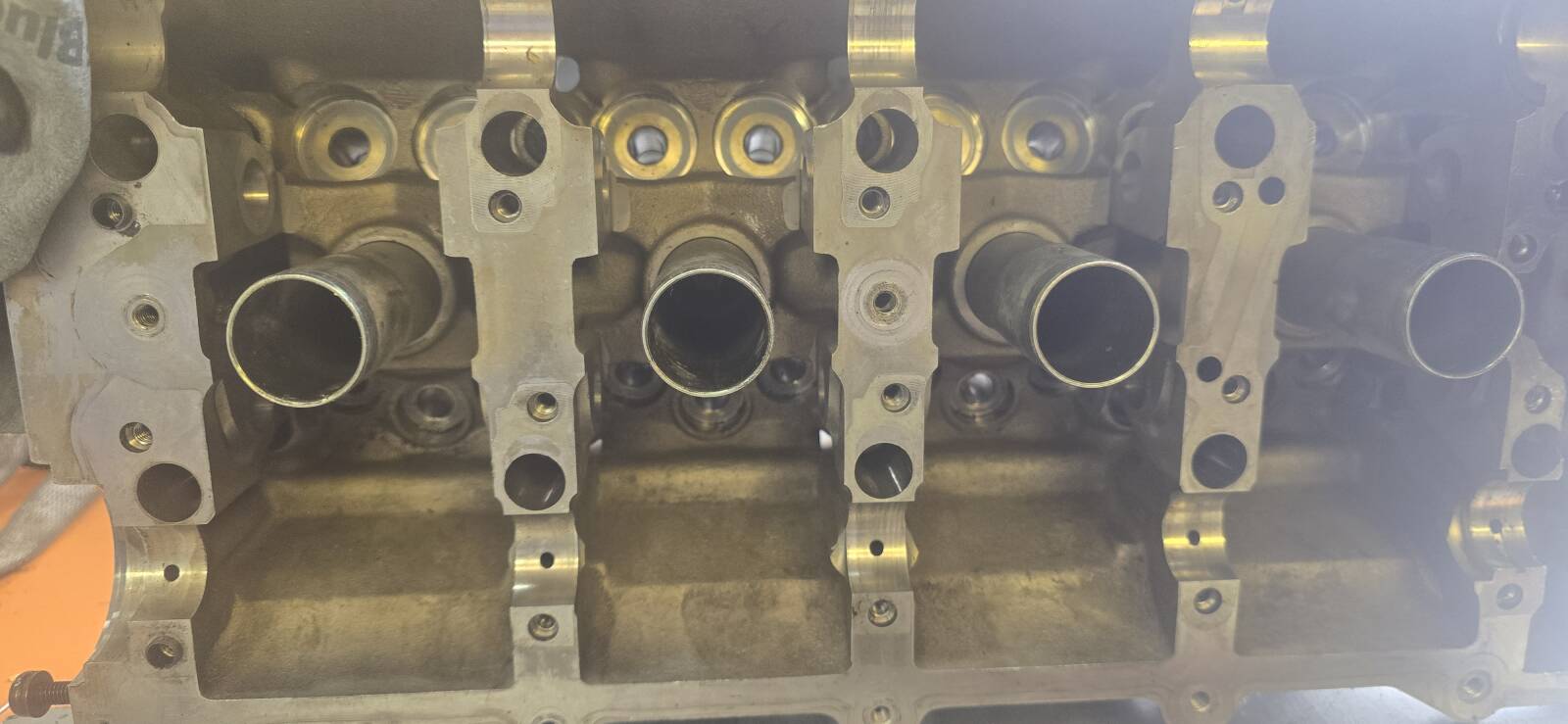
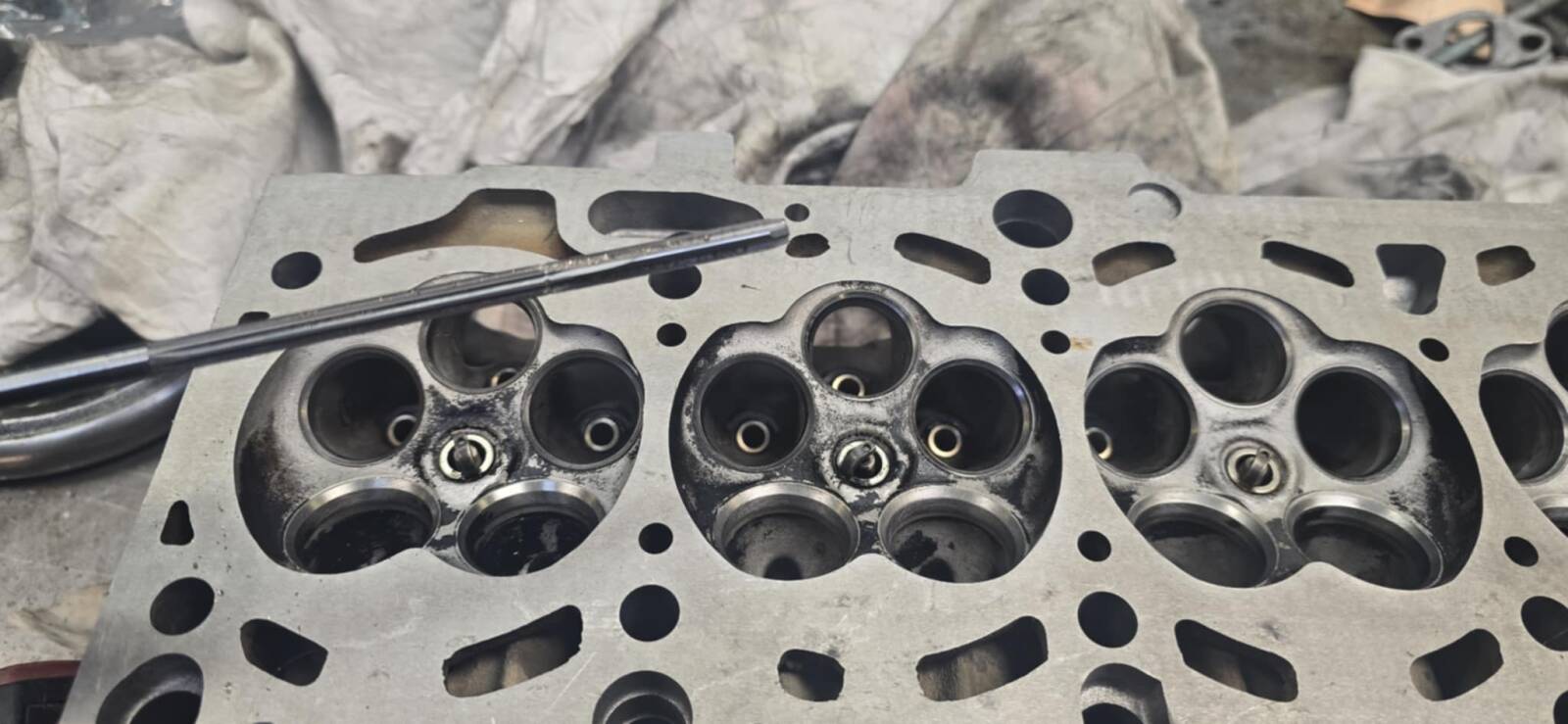
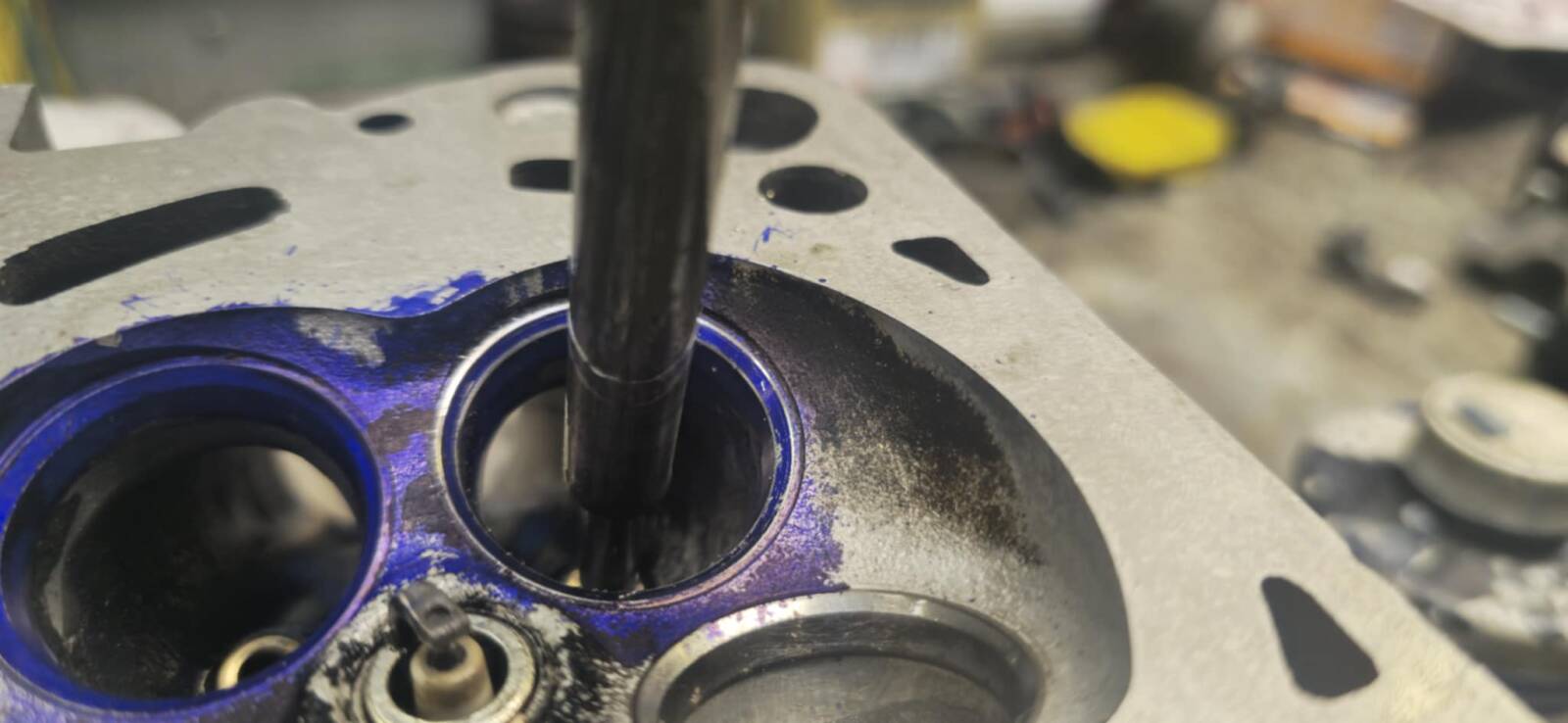
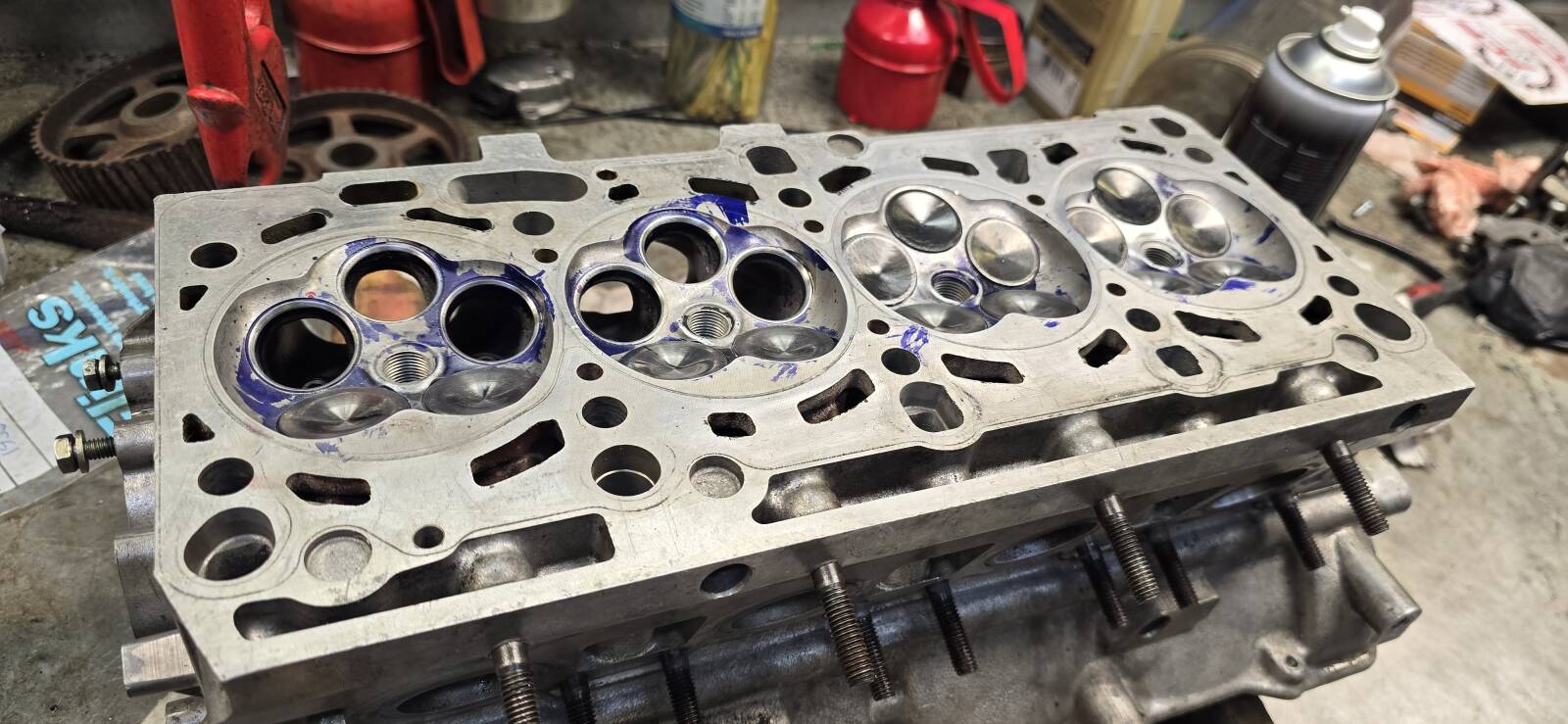
![https://www1.garaget.org/gallery/images/26/25095/25095-83c0316311b3e01b044dd1426e25ed55.jpg]()
![https://www1.garaget.org/gallery/images/26/25095/25095-7c5eaa78649bc77e66ebcd7f620dd76b.jpg]()
Som ni ser på bilderna så är cylindrarna inte raka. Nyborrat och nyhonat - SUCK!
5 hundradelar är dessutom relativt mycket så efter lite konsulterande med Ari på Värmdö motorteknik så bestämde vi oss för att gå upp till första överdimension av kolvar som finns att få tag på. Dom borrade och honade till 84,75mm istället för 84,50mm.
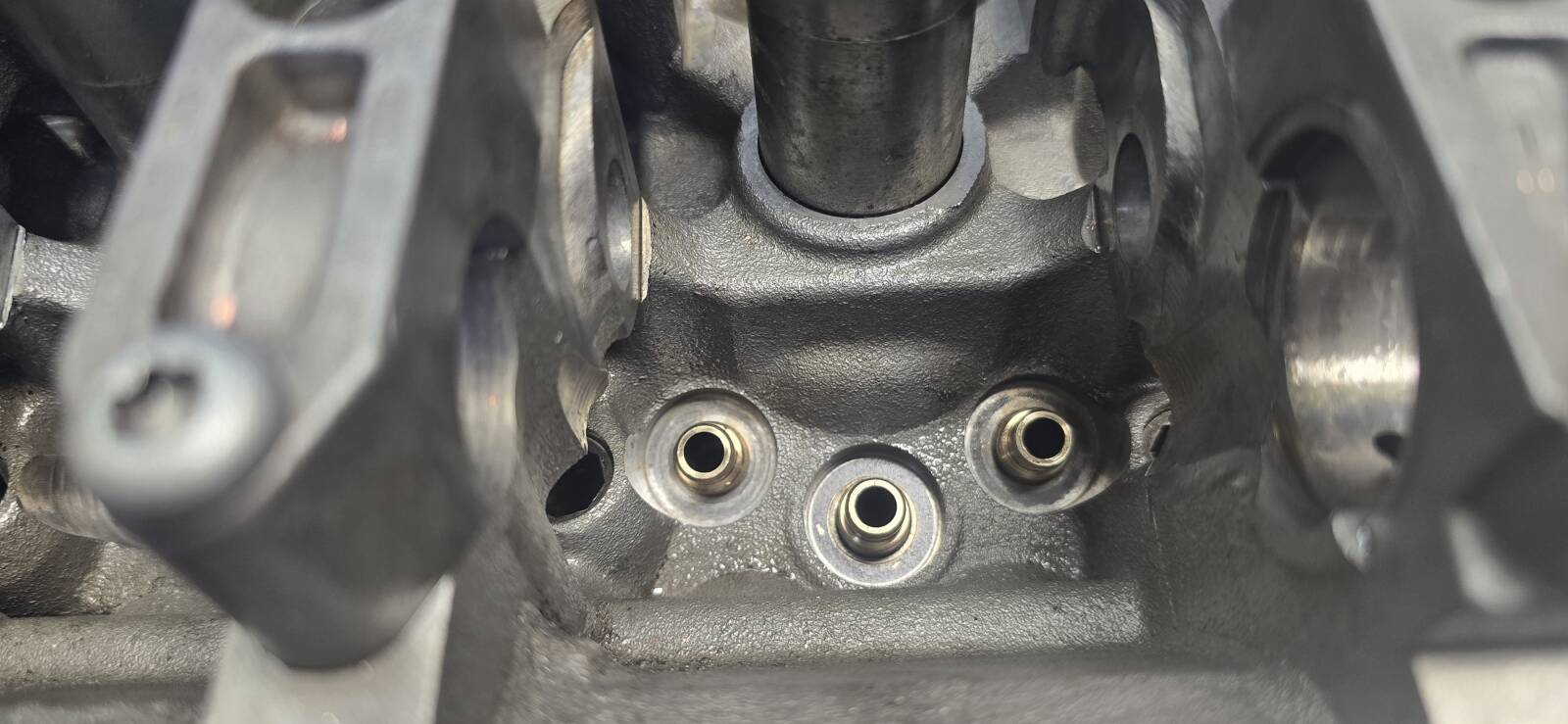
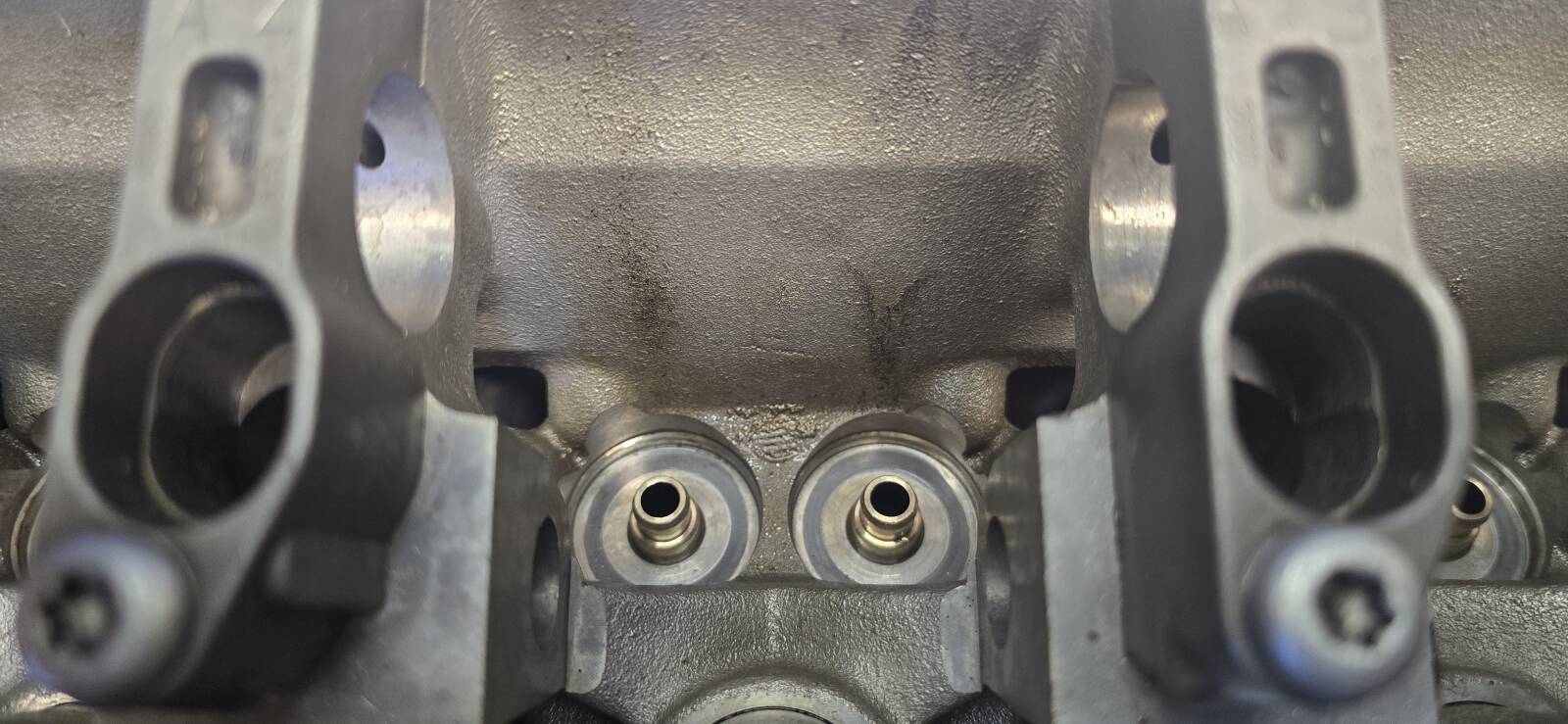
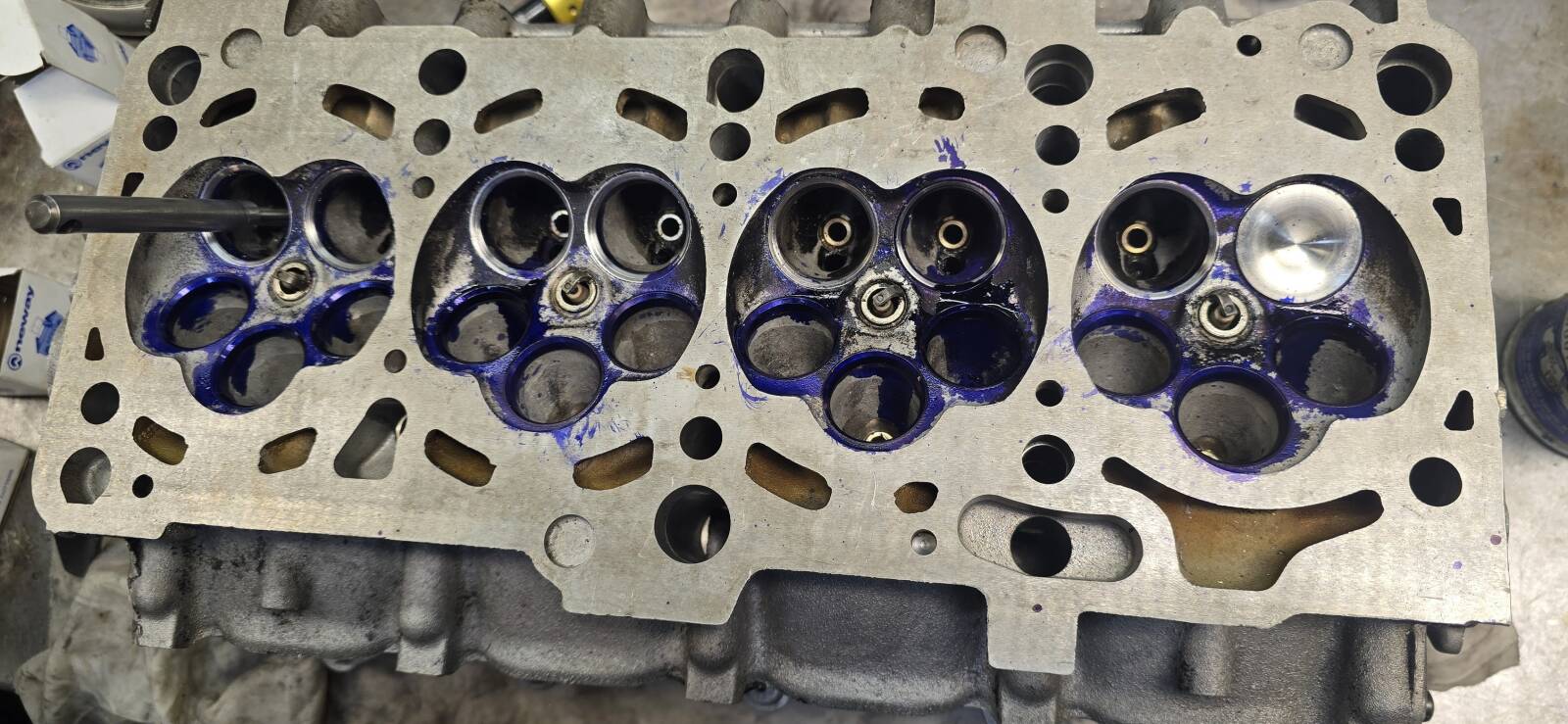
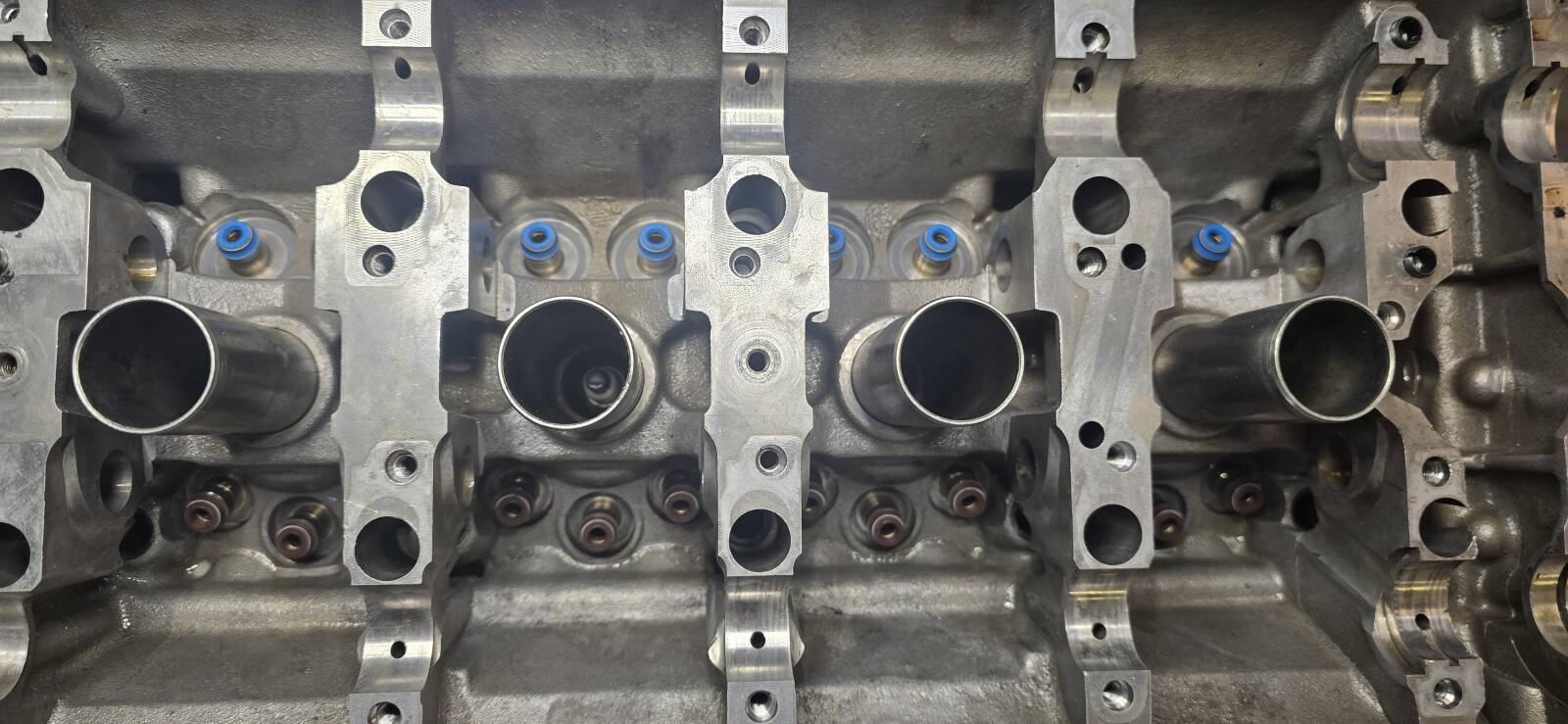
Honingen ser och känns mycket bättre nu än innan, på tidigare sida kan ni se hur det såg ut innan:
https://www.garaget.org/forum/viewtopic … id=4746135Nu ser det ut såhär:
![https://www1.garaget.org/gallery/images/26/25095/25095-9ee5668c23613e2af13a08bff3f43432.jpg]()
Såklart svårt att avgöra på en bild eller två om det är bra eller inte, men honingen känns inte alls lika grov som innan och framför allt så är cylindrarna inte ovala.
Tyvärr så finns överdimensionskolvar till dessa inte på hylla nånstans att få tag på, har beställt kolvar som tillverkas på beställning, tyvärr är tillverkningstiden 8-12 veckor.
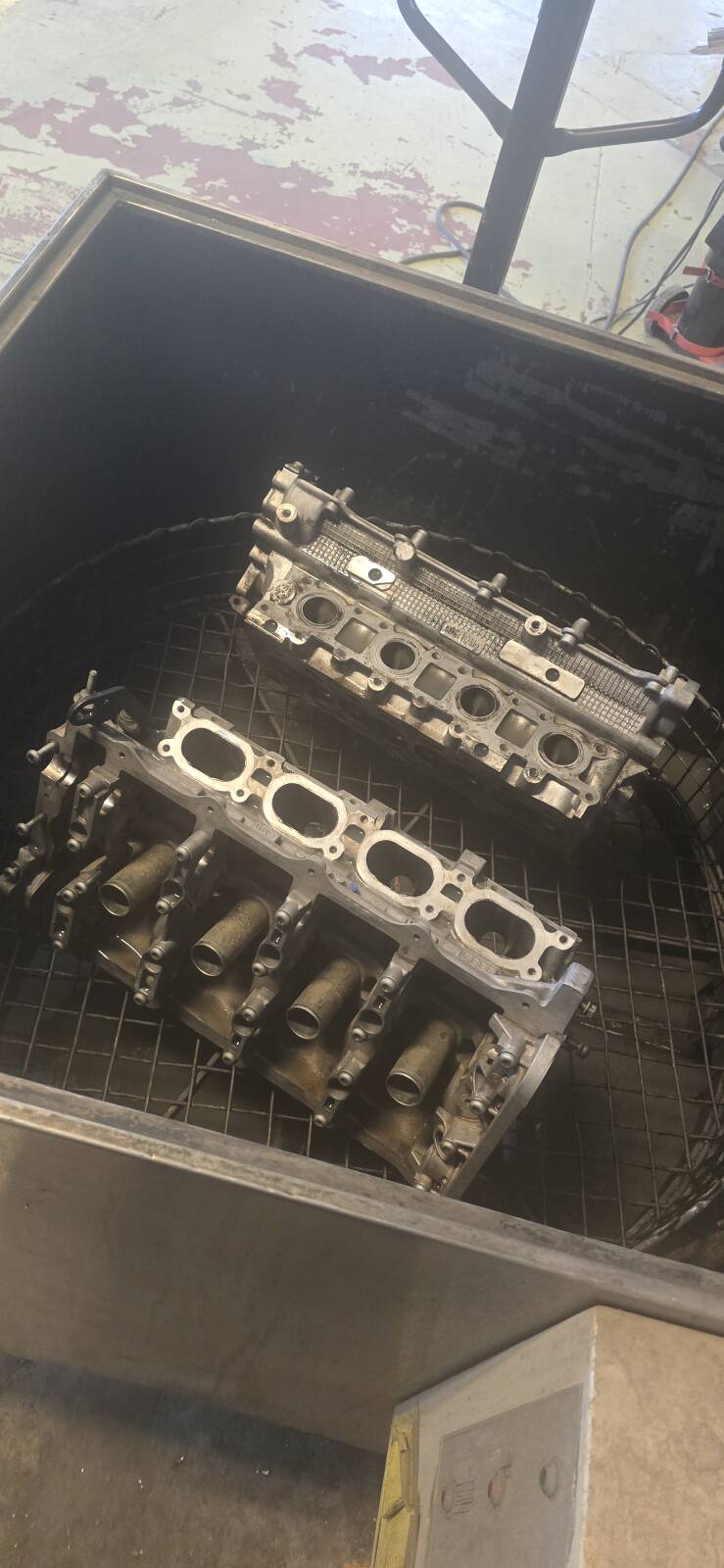
Sista bilden för inlägget, blocket inlastat i garaget efter bearbetningen hos Värmdö motorteknik:
![https://www1.garaget.org/gallery/images/26/25095/25095-4e19b39abc47594331ebe3ee3a8b604e.jpg]()
Efter denna bilden togs så har blocket hittat upp i motorstativet igen, igår monterades veven (spänningen var oliiiiidlig när ramarna skulle momentdras) med stödgördel och allt, denna gång så kändes allt precis som det skulle, veven snurrar lätt när allt är ordentligt draget - succé!
Motorn är inplastad och undanskuffad i väntan på att kolvarna ska komma... Fortsättning följer!